








內外涂塑鋼管(給排水防腐管道)
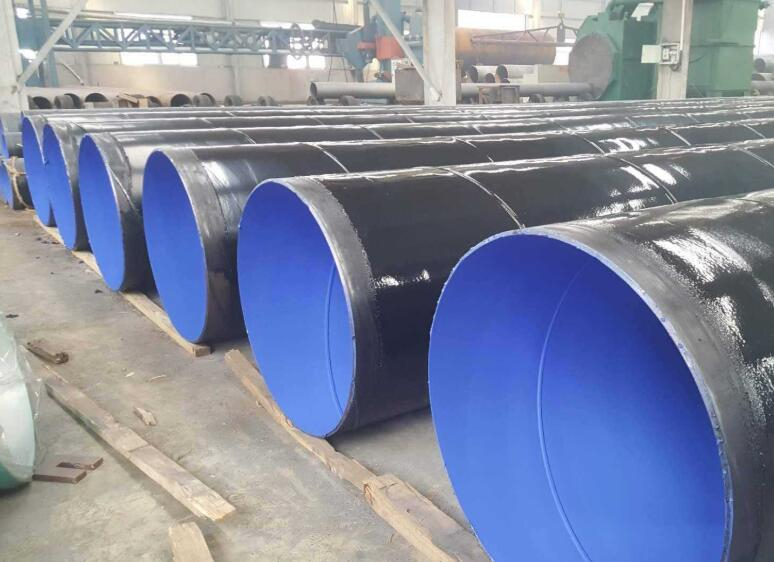
國圻生產的內外涂塑鋼管適用于-40℃—110℃的工作環境,根據使用要求鋼管可選用焊管、鍍鋅管、無縫管、螺旋管,系統公稱壓力達1.0Mpa—5.5Mpa.
產品規格:DN15—DN1200
涂覆方式:內外噴涂 內外涂層
材質:聚乙烯(PE)、耐熱型聚乙烯(PE-RT)、交聯聚乙烯(PEX)、環氧樹脂(EP)、聚氨脂(PU) 涂層厚度:200um—1000 um
涂層顏色:可任意挑選
連接方式:螺紋、溝槽、法蘭、焊接、雙金屬焊接、擴口連接(只針對電纜穿線保護套管)。
國圻內外涂塑鋼管解決了鍍鋅鋼管埋地和給排水銹蝕和結垢問題,不會發生堵塞管道及堵塞噴淋頭的現象,提高了給排水管道的使用壽命,使用年限可長達50年以上,防護層不脫落、隆 起、軟化、起泡、開裂、剝離、附著力降低現象。由于內外壁涂覆了防腐粉末,所以表面光滑,減少流體阻力,增加流量。而且不結垢,不宜滋生微生物。具有優良 的耐化學腐蝕性,耐水性和耐抗溶性、蛋白、高倍數泡沫滅火劑腐蝕,解決了因輸水、埋地和酸、堿鹽對金屬管道的腐蝕。
國圻內外涂塑鋼管主要應用于民用供水:城市自來水管,住宅和商業樓的供水系統。
工業用水:用作輸送工業供水管道。消防管道:可用作消防管主管道及分支管道。
污水輸送:用作城市污水和工業污水輸送管道。
海水利用:海水沖廁、海水淡化、船海工程。
雨水收集輸送:用于高層建筑的雨水收集和輸送管道礦用管道:礦井下供排水、通風、抽放瓦斯和噴漿等管網。
內外涂塑鋼管生產工藝:
首先:前處理。
1.基材溝槽
2.內噴砂
3.外拋丸
優點:基材內外壁經過內噴砂,外拋丸處理后其表面形成麻坑狀,噴涂后附著力更強,表面粗糙度達到GB/T8923中規定的S3要求。
第二步:預熱,噴涂。
1.基材預熱到180度
2.自動噴涂設備內外自動噴涂,一次成型
優點:自動噴涂使基材內外壁涂層均勻,流平性好。達到CJ/T120-2008標準及GB/T5135.20---2010標準
第三步:固化。
噴涂后加熱設備預熱到180度對噴涂好的基材進行固化,優點:噴涂的時候環氧樹脂粉末還沒有完全的熔結于基材內外壁,經過30分鐘的預熱固化,使環氧樹脂內的固化劑完全固化,使得內外壁的涂層附著力更強。
內外涂塑鋼管使用標準:
GB/T 241-2007 金屬管 液壓試驗方法
GB/T 699-1999 優質碳素結構鋼
GB/T 700-1998 碳素結構鋼
GB/T 1732-93 漆膜耐沖擊性測定法公司
GB/T 3091-2008 低壓流體輸送用焊接鋼管
GB/T 8163-2008 輸送流體用無縫鋼管
GB/T l7395-2008 無縫鋼管尺寸、外形、重量及允許偏差
GB/T 21835-2008 焊接鋼管尺寸及單位長度重量
MT l81-l988 煤礦井下用塑料管安全性能檢驗規范
AQ 1043-2007 礦用產品安全標志標識
CJ/T l20-2008 給水涂塑復合鋼管
一、原材料的驗收
1、原材料應符合相關標準或技術規范書的要求。
2、原材料表面應無油污,過多的銹腐蝕物和明顯的凹痕缺陷,低熔點金屬污染等。
3、查驗原材料的質證書、爐號、批號、規格,生產廠家及執行標準。
4、原材料用鋼絲刷進行機械除銹,使之滿足無損檢測的要求。
5、原材料進行尺寸檢測(長度、寬度、厚度及鋼管的不平度)。
6、進廠后的鋼管和鋼板,應進行超聲波復檢,Ⅰ級為合格。
7、理化檢測,對進廠的鋼管和鋼板按爐批號、規格抽進行化學元素分析、力學性能、硬度測試,試驗結果應符合原材料標準要求。
8、復檢后按廠規進行編號登記入冊。
二、制造過程
①選材下料,彎管選擇合適的鋼板或鋼管,用模板劃線用氧炔焰或鋸床切割,并將原材料的爐、批號及管件規格、工程名稱、編號標識清楚。
②對鋼板進行卷制、焊接。
③用吊車將所需芯棒裝入推制機,坯料進一步清理干凈,內壁涂石墨,然后裝在推桿上(根據坯料的長度一次可裝多個),把芯棒用插板鎖緊,內模預熱到適當溫度進行推制(加熱溫度與推進速度應是最佳配合)。
④調整中頻加熱圈,管坯加熱到要求溫度,控制推進速度。
⑤去端,根據彎管的規格用合適的胎具在坡口機上找正,然后把割槍固定好,割去多余的坯料,并給車口留有加工余量。
⑥整型,用專用胎具夾緊彎管,用撐頭在壓力機上進行端口整型。
4.熱處理:按照熱處理工藝,將彎管入爐熱處理。
5.表面處理:熱處理后的管件用噴砂機將表面氧化皮去除。
6.表面處理完后對彎頭焊縫進行100%的射線檢測,Ⅱ級合格。
7.力學性能檢測:根據相關標準,對彎頭進行力學性能試驗,確保彎頭的力學性能達標,檢測項目及取樣方位應符合相關標準要求的規定。
8.端部加工:按設計確認圖紙進行機械端面加工坡口。距管端50mm范圍內,內外焊縫余高用角磨機磨削。
9.外觀檢測
①彎管不得有裂紋等現象存在,表面應無硬點。
②彎管管體上的任何缺陷不允許焊接修補。
10.尺寸檢測:由公司相關檢測人員,根據圖紙及管件的相關標準要求進行尺寸檢測,并滿足其公差要求。
11.表面處理:彎管內外表面應光滑,無有損強度及外觀缺陷,如結疤、劃痕、重皮等,發現缺陷后應修磨處理,修磨處的減薄量不小于原壁厚的93.5%,修磨處應圓滑并用著色劑或磁粉探傷確認缺陷清除為止。
12.彎管的無損檢測
在彎管熱處理后,由公司持有相關資質證書人員,根據標準要求對彎管進行磁粉、超聲波,檢測結果達到Ⅰ級合格。
13.標識
用模板噴刷或低應力印模進行標記,在外壁按順序清楚的標明標準要求的內容。
14.彎管的堆放及運輸
彎管在運輸過程中運輸過程中不能與車廂的任何部分接觸,避免磕碰。
產品售后服務承諾書
為創造名牌,提高企業知名度,樹立企業形象,我們本著“一切追求高質量,用戶滿意為宗旨”的精神,以“優惠的價格、周到的服務、可靠的產品質量”的原則向您鄭重承諾:
一、產品質量承諾:
1、產品的制造和檢測均有質量記錄和檢測資料。
2、對產品性能的檢測,我們誠請用戶親臨對產品進行全過程、全性能檢查,待產品被確認合格后再裝箱發貨。
二、產品價格承諾:
1、為了保證產品的高可靠性和先進性,系統的選材均選用國內或國際優質名牌產品。
2、在同等競爭條件下,我公司在不以降低產品技術性能、更改產品部件為代價的基礎上,真誠以優惠的價格提供給貴方。
三、交貨期承諾:
1、產品交貨期:盡量按用戶要求,若有特殊要求,需提前完工的,我公司可特別組織生產、安裝,力爭滿足用戶需求。
2、產品交貨時,我公司可向用戶提供下列文件;
2.1原材料檢驗報告(含質保書復印件)
2.2理化性能試驗報告
2.3無損檢測報告(MT、UT)
2.4外形尺寸(包括壁厚)的檢測報告
2.5熱處理報告
2.6產品質量合格證書
2.7業主要求的其它資料
四、售后服務承諾:
1、售前服務
為業主提供產品的樣本等資料,隨時解答業主提出的問題,依據產品特點和設計要求為業主提供優化的產品方案;保持與本工程設計人員緊密聯系,保持與使用單位的長期合作與溝通,提供全方位技術咨詢服務。
2、售中服務
1)保證產品在產品購銷合同簽訂后及時供貨,單據及時安全到達業主手中,產品運抵業主指定地點后,由業主及我廠有關人員共同對產品進行驗貨,若發現產品短缺和質量問題,我公司保證及時處理。
2)在產品使用階段,我公司隨時提供技術咨詢服務。
3)積極配合使用部門、安裝單位進行產品驗收。
3、售后服務
1)我公司將按照招標文件要求保證產品質量。
2)質保期為從由雙方代表簽署驗收合格證書后起12個月。在質保期內因產品質量、人員操作等原因(不可抗拒原因除外)而導致我公司所提供的產品損壞,我公司將免費予以維修、更換。并終身免費對業主的使用單位人員進行培訓。
3)質保期外當產品出現問題時,我公司將按維修、更換產品的成本價格收取費用。
4)對用戶在實際使用中遇到的有關產品問題,我公司將隨時給予答復。
5)當產品出現問題時,我公司技術人員將在接到通知后1個小時內做出反映,并在24個小時之內到達現場。
